Language
Search




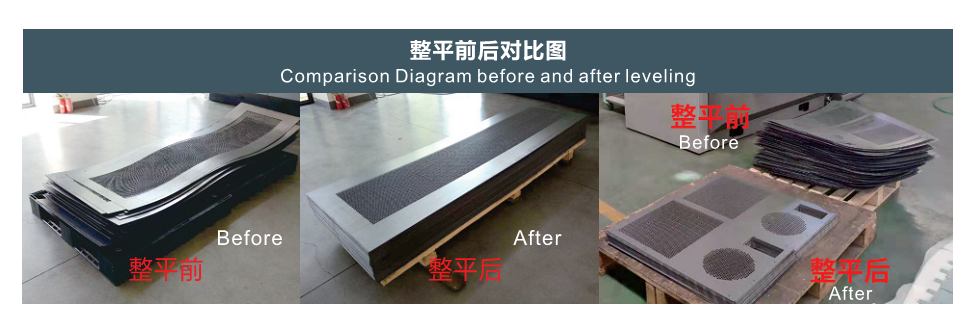
Di bawah kondisi pembengkokan elastis-plstik yang besar, tidak peduli seberapa berbedanya tingkat pembengkokan asli, mesin perataan presisi menggunakan"efek Bauschinger"bahan untuk menekuk pelat berulang kali, secara bertahap mengurangi defleksi lentur, dan secara bertahap mengubah kelengkungan awal menjadi kelengkungan tunggal, dan akhirnya meratakannya untuk mencapai akurasi leveling yang diperlukan oleh proses.
Setelah serangkaian pembengkokan bergantian, lembaran logam dikendalikan oleh motor dan PLC untuk secara akurat mengontrol tekanan yang lebih rendah dari setiap drum leveling, menghilangkan tekanan internal, dan pada dasarnya menyelesaikan efek leveling yang tidak memuaskan yang disebabkan oleh tekanan yang berbeda di setiap bagian. lembaran logam, sehingga mencapai leveling presisi tinggi.

| Tabel parameter penyamarataan presisi MHT20/30 Seri lembaran logam CNC | |||||||
| Mesin Model | MHT20-400-19 | MHT20-600-19 | MHT20-800-19 | MHT30-400-19 | MHT30-600-19 | MHT30-800-19 | MHT30-1000-19 |
| Rol Diameter | φ20mm | φ20mm | φ20mm | φ30mm | φ30mm | φ30mm | φ30mm |
| Rol Nomor | 21/23 | 21/23 | 21/23 | 21/23 | 21/23 | 21/23 | 21/23 |
| Diratakan Lebar | 400mm | 600mm | 800mm | 400mm | 600mm | 800mm | 1000mm |
| Dinilai Piring Ketebalan (Q235) | 0,3 ~ 1,2mm | 0,3 ~ 1,2mm | 0,3 ~ 1,2mm | 0,5 ~ 2mm | 0,5 ~ 2mm | 0,5 ~ 2mm | 0,5 ~ 2mm |
| Maksimum Ketebalan (Q235) | 2.0mm | 2.0mm | 2.0mm | 3 mm | 3 mm | 3 mm | 3 mm |
| Benda Kerja Terpendek | 40mm | 40mm | 40mm | 60mm | 60mm | 60mm | 60mm |
| Objek yang Berlaku | Tape Melingkar. Mengupas Baja, Lembaran Logam, dll. | ||||||